| Date
|
Substrate Information
|
Process Information
|
SEM images of trenches
|
| 2 µm
|
3 µm
|
4 µm
|
6 µm
|
8 µm
|
10 µm
|
15 µm
|
25 µm
|
40 µm
|
50 µm
|
75 µm
|
100 µm
|
150 µm
|
200 µm
|
300 µm
|
| January 2013
|
Travka05, AZ 5214, 5% open
|
Process A 55 cycles or 10:05 minutes, C01548.01
|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|
| Trench width
|
2
|
3
|
4
|
6
|
8
|
10
|
15
|
25
|
40
|
50
|
75
|
100
|
150
|
200
|
300
|
| Etched depth (µm) |
92 |
106 |
113 |
126 |
136 |
146 |
161 |
181 |
200 |
208 |
222 |
230 |
238 |
243 |
248
|
| Av. ER (µm/min) |
9,2 |
10,5 |
11,2 |
12,5 |
13,5 |
14,4 |
16,0 |
18,0 |
19,9 |
20,7 |
22,0 |
22,8 |
23,6 |
24,1 |
24,6
|
| Av. ER (nm/cyc) |
1679 |
1918 |
2054 |
2294 |
2473 |
2648 |
2933 |
3299 |
3641 |
3786 |
4038 |
4184 |
4324 |
4409 |
4507
|
| Sdewll bowing (%) |
0,3% |
0,2% |
0,2% |
0,3% |
0,3% |
0,2% |
0,0% |
0,2% |
0,2% |
-0,3% |
0,1% |
0,1% |
0,2% |
0,2% |
-0,1%
|
| Sdewll angle(degs) |
90,4 |
90,3 |
90,5 |
90,8 |
90,6 |
90,9 |
91,0 |
90,9 |
90,9 |
91,0 |
90,9 |
90,9 |
91,1 |
91,2 |
91,4
|
| Trench width (µm) |
4,8 |
7,1 |
7,7 |
9,7 |
12,6 |
14,1 |
20,0 |
30,3 |
46,3 |
56,4 |
82,5 |
107,3 |
156,9 |
206,7 |
308,6
|
|
| January 2013
|
Travka10, AZ 5214, 10% open
|
Process A 55 cycles or 10:05 minutes, C01548.02
|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|
| Trench width (µm)
|
2
|
3
|
4
|
6
|
8
|
10
|
15
|
25
|
40
|
50
|
75
|
100
|
150
|
200
|
300
|
| Etched depth (µm) |
90 |
101 |
108 |
121 |
130 |
138 |
152 |
171 |
189 |
198 |
210 |
218 |
228 |
232 |
239
|
| Av. ER (µm/min) |
8,9 |
10,0 |
10,7 |
12,0 |
12,9 |
13,7 |
15,1 |
16,9 |
18,8 |
19,6 |
20,9 |
21,6 |
22,6 |
23,1 |
23,7
|
| Av. Scllp hght (nm) |
1639 |
1834 |
1964 |
2192 |
2356 |
2508 |
2772 |
3103 |
3441 |
3601 |
3825 |
3961 |
4143 |
4227 |
4346
|
| Sdwall bowing (%) |
0,40 |
0,19 |
0,25 |
0,16 |
0,04 |
0,12 |
0,16 |
-0,18 |
-0,04 |
0,00 |
0,04 |
-0,08 |
-0,20 |
-0,05 |
-0,05
|
| Sdwall angle (degs) |
90,2 |
90,3 |
90,5 |
90,5 |
90,6 |
90,7 |
90,8 |
91,1 |
91,1 |
91,1 |
91,1 |
91,2 |
91,2 |
91,3 |
91,6
|
| Trench width (µm) |
5,2 |
7,2 |
8,2 |
10,9 |
13,2 |
15,5 |
20,6 |
31,3 |
46,5 |
56,1 |
81,2 |
107,2 |
158,9 |
211,1 |
306,2
|
|
| January 2013
|
Travka20, AZ 5214, 20% open
|
Process A 55 cycles or 10:05 minutes, C01548.03
|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|
| Trench width (µm)
|
2
|
3
|
4
|
6
|
8
|
10
|
15
|
25
|
40
|
50
|
75
|
100
|
150
|
200
|
300
|
| Etched depth (µm) |
75 |
85 |
92 |
103 |
111 |
117 |
130 |
148 |
164 |
170 |
181 |
188 |
194 |
199 |
203
|
| Av. ER (µm/min) |
7,5 |
8,4 |
9,1 |
10,2 |
11,0 |
11,6 |
12,9 |
14,7 |
16,2 |
16,8 |
17,9 |
18,6 |
19,3 |
19,7 |
20,1
|
| Av. Scllp hght (nm) |
1371 |
1543 |
1676 |
1874 |
2019 |
2133 |
2368 |
2692 |
2978 |
3086 |
3286 |
3412 |
3533 |
3619 |
3686
|
| Sdwall bowing (%) |
0,46 |
0,59 |
0,40 |
0,42 |
0,40 |
0,28 |
0,35 |
0,18 |
0,36 |
0,36 |
0,26 |
0,58 |
0,40 |
0,31 |
0,05
|
| Sdwall angle (degs) |
90,1 |
90,4 |
90,4 |
90,5 |
90,8 |
90,6 |
91,1 |
91,3 |
91,4 |
91,5 |
91,5 |
91,7 |
91,8 |
91,8 |
92,2
|
| Trench width (µm) |
4,9 |
6,1 |
7,8 |
10,4 |
12,2 |
14,9 |
19,9 |
30,5 |
46,3 |
57,4 |
82,3 |
106,6 |
158,1 |
209,0 |
309,7
|
|
| January 2013
|
Travka35, AZ 5214, 35% open
|
Process A 55 cycles or 10:05 minutes, C01548.04
|

|

|

|

|

|

|

|

|

|

|

|

|

|

|

|
| Trench width (µm)
|
2
|
3
|
4
|
6
|
8
|
10
|
15
|
25
|
40
|
50
|
75
|
100
|
150
|
200
|
300
|
| Etched depth (µm) |
61 |
70 |
76 |
86 |
94 |
100 |
111 |
126 |
139 |
143 |
153 |
158 |
163 |
165 |
168
|
| Av. ER (µm/min) |
6,1 |
6,9 |
7,6 |
8,6 |
9,3 |
9,9 |
11,0 |
12,5 |
13,8 |
14,2 |
15,2 |
15,6 |
16,2 |
16,4 |
16,7
|
| Av. Scllp hght (nm) |
1117 |
1267 |
1390 |
1568 |
1704 |
1810 |
2014 |
2287 |
2526 |
2602 |
2786 |
2868 |
2967 |
3007 |
3054
|
| Sdwall bowing (%) |
0,22 |
0,31 |
0,30 |
0,46 |
0,39 |
0,55 |
0,41 |
0,20 |
-0,04 |
-0,33 |
-0,25 |
-0,19 |
-0,13 |
-0,13 |
-0,21
|
| Sdwall angle (degs) |
89,7 |
90,1 |
90,2 |
90,4 |
90,5 |
90,4 |
90,2 |
89,9 |
90,0 |
89,9 |
90,2 |
90,4 |
90,8 |
90,9 |
91,3
|
| Trench width (µm) |
4,5 |
5,4 |
6,7 |
9,0 |
11,4 |
13,4 |
19,1 |
30,0 |
45,0 |
56,2 |
82,3 |
108,4 |
156,3 |
207,5 |
308,3
|
|
| January 2013
|
Travka50, AZ 5214, 50% open
|
Process A 55 cycles or 10:05 minutes, C01548.05
|
|

|

|

|

|

|

|

|

|

|

|

|

|

|

|
| Trench width (µm)
|
2
|
3
|
4
|
6
|
8
|
10
|
15
|
25
|
40
|
50
|
75
|
100
|
150
|
200
|
300
|
| Etched depth (µm) |
|
62 |
67 |
75 |
81 |
86 |
94 |
105 |
113 |
118 |
123 |
125 |
129 |
131 |
133
|
| Av. ER (µm/min) |
|
6,2 |
6,7 |
7,5 |
8,0 |
8,5 |
9,3 |
10,4 |
11,2 |
11,7 |
12,2 |
12,4 |
12,8 |
13,0 |
13,2
|
| Av. Scllp hght (nm) |
|
1132 |
1223 |
1370 |
1472 |
1565 |
1706 |
1906 |
2061 |
2142 |
2234 |
2277 |
2355 |
2379 |
2412
|
| Sdwall bowing (%) |
|
0,42 |
0,61 |
0,39 |
0,36 |
0,41 |
0,38 |
0,39 |
0,52 |
0,24 |
0,36 |
0,47 |
0,63 |
0,59 |
0,32
|
| Sdwall angle (degs) |
|
89,9 |
89,8 |
90,0 |
90,1 |
90,5 |
90,7 |
91,1 |
91,3 |
91,6 |
91,8 |
92,1 |
92,3 |
92,4 |
92,6
|
| Trench width (µm) |
|
5,1 |
6,7 |
9,3 |
11,4 |
13,7 |
18,6 |
29,0 |
44,5 |
54,4 |
80,5 |
106,7 |
156,9 |
207,4 |
310,1
|
|
 Wafer C01548.01: 5 % exposed area
Wafer C01548.01: 5 % exposed area Wafer C01548.02: 10 % exposed area
Wafer C01548.02: 10 % exposed area Wafer C01548.03: 20 % exposed area
Wafer C01548.03: 20 % exposed area Wafer C01548.04: 35 % exposed area
Wafer C01548.04: 35 % exposed area Wafer C01548.05: 50 % exposed area
Wafer C01548.05: 50 % exposed area




 Wafer C01549.01: 5 % exposed area. Some 190 nm of 600 nm oxide remains.
Wafer C01549.01: 5 % exposed area. Some 190 nm of 600 nm oxide remains. Wafer C01549.02: 10 % exposed area. Some 122 nm oxide remains.
Wafer C01549.02: 10 % exposed area. Some 122 nm oxide remains. Wafer C01549.03: 20 % exposed area. In the centre some 90 nm oxide remains.
Wafer C01549.03: 20 % exposed area. In the centre some 90 nm oxide remains. Wafer C01549.04: 35 % exposed area. In the centre some 90 nm oxide remains.
Wafer C01549.04: 35 % exposed area. In the centre some 90 nm oxide remains.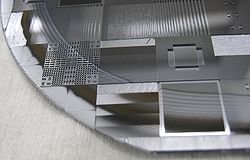 Wafer C01549.05: 35 % exposed area (close-up). The oxide has disappeared leaving the Si exposed.
Wafer C01549.05: 35 % exposed area (close-up). The oxide has disappeared leaving the Si exposed.




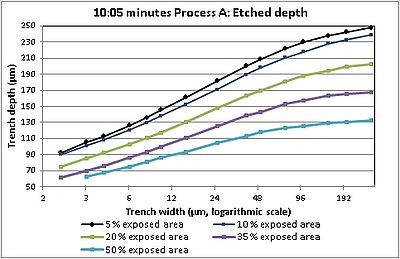 Process time 10:05
Process time 10:05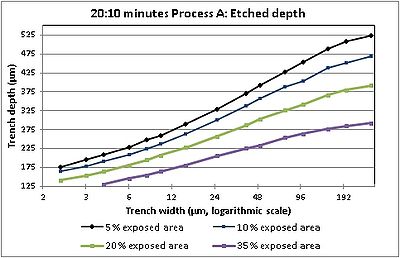 Process time 20:10
Process time 20:10




































































































































